河南天工环境科技有限公司欢迎您!
全国免费服务电话:0371-57167958 13592691838

该企业废水为电镀含铜废水,电镀含镍废水,电镀含铬废水,经过三个月的设计,土建施工,设备安装及设备调试,...

公司承建的郑州某电镀废水处理工程顺利通过验收 1. 废水处理工程项目概述 我公司2017-8-16与郑州某电镀企业顺利签订...

电镀综合废水处理工程完成调试验收 1.电镀综合废水处理工程概述 该企业为电镀加工企业,车间主要为镀铜,镀镍,...

电镀综合废水处理工程完成调试验收 1.电镀综合废水处理工程概述 该企业为电镀加工企业,车间主要为镀铜,镀镍,...

公司承建的郑州某电镀废水处理工程顺利通过验收 1. 废水处理工程项目概述 我公司2017-8-16与郑州某电镀企业顺利签订...

该企业废水为电镀含铜废水,电镀含镍废水,电镀含铬废水,经过三个月的设计,土建施工,设备安装及设备调试,...

电镀废水重金属的去除 1. 电镀废水中的重金属 电镀的主要种类分为:镀铜,镀镍,镀铬,镀锌等,有单一金属的镀种...
电镀废水有机物的处理方法 电镀废水的组成成分复杂,其处理技术多种多样。但总 的来讲可分为4类: 即化学法:如还...
ABS塑料电镀-塑料电镀知识介绍 与金属制件相比,塑胶电镀制品不仅可以实现很好的金属质感,而且能减轻制品重量,...
电镀含铬废水的处理方法 针对电镀工业含铬废水,目前最常用的方法有药剂还原法、电解法,工艺成熟,运行效果好...
分的分地方...
电镀含氰废水处理 氰化电镀是常用的镀法之一,主要用于镀锌、镀铅、镀镉、镀铜、镀银、镀金。镀件的质量优于无...
制版电镀镍-铜废水达标处理 据业主反馈含铬废水原有处理工艺为主要采用还原方法将六价铬还原为三价铬,然后再结...
电镀废水处理设备 电絮凝 设备 电镀废水处理设备 电絮凝装置工作原理 电絮凝装置处理电镀废水是借助外加高频脉冲...
电镀工业园区废水集中处理存在的问题 1)分水不彻底 大部分电镀工业园区电镀废水只分为含氰、含铬、酸碱三类废...
电絮凝-DF-RO全膜法处理电镀废水 1.电镀废水预处理系统 (1)含氰废水:电镀含氰废水的预处理采用二级破氰工艺,其原...
物化-生化法组合工艺处理 电镀有机废水 用微生物的代谢作用除去废水中有机污染物的方法,称为生物化学处理法,简称...
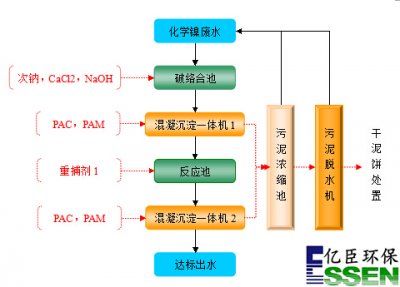
电镀镍及化学镍废水达标处理方案 一.电镀含镍废水 电镀含镍废水分为电镀镍废水和化学镍废水,一般是电镀镍工艺...


